Kvalita priemyselnej podlahy závisí od technológie realizácie, únosnosti podkladových vrstiev, no rovnako od používaných materiálových vstupov do betónu. Teda aj od zložiek betónovej zmesi a typu a množstva výstuže. Oproti klasickej výstuži sú stále populárnejšie oceľové vlákna. A nie je jedno, aký typ sa do priemyselnej podlahy zapracuje.
Oceľové vlákna sú na trhu dostupné v širokom sortimente. Už i v rámci Slovenska sa stali najčastejšie používaným vystužujúcim systémom v priemyselných podlahových doskách. Pri návrhu a realizácii je však veľmi dôležité zohľadňovať kvalitatívne aspekty konkrétneho typu výstuže.

Oceľové vlákna pred zapracovaním do betónu a pohľad na čerstvý betón s touto výstužou.
Nie je vlákno ako vlákno
Rozhodujúce charakteristiky oceľového vlákna, ktoré definuje aj legislatíva, sú:
- pevnosť v ťahu,
- rozmery (dĺžka L, priemer D, štíhlostný pomer L/D),
- tvar pre optimálne kotvenie v betóne.
Prístup investorov, niektorých dodávateľov či málo skúsených realizačných firiem, ktoré nerozlišujú medzi vláknami a používajú rozličné typy vždy s identickým dávkovaním, je vyslovene nesprávny. Možno sa len domnievať, že vyplýva z neznalosti legislatívneho pozadia.
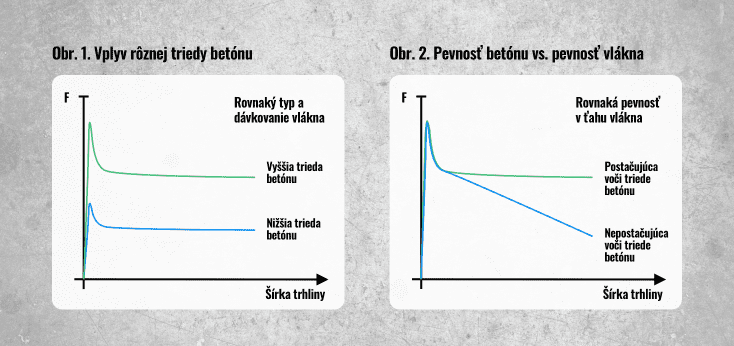
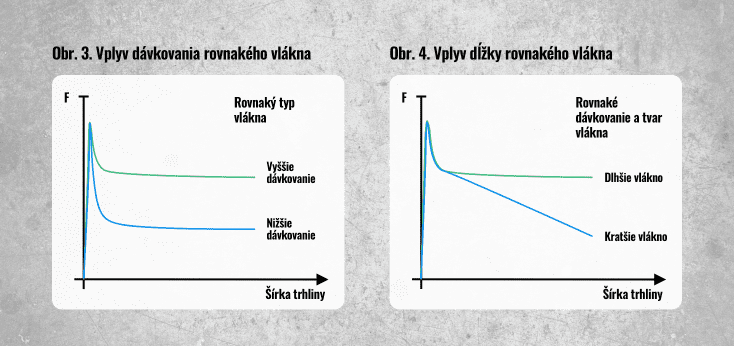
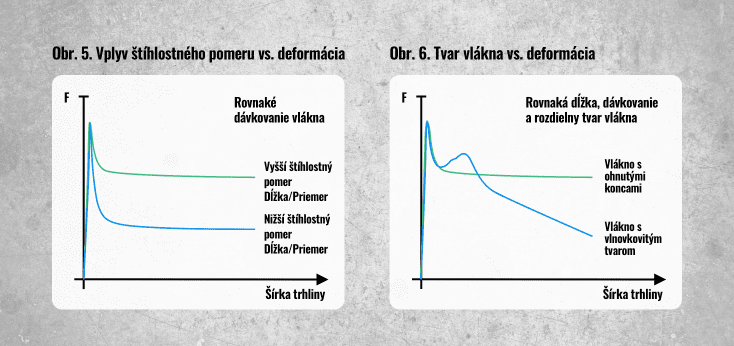
V nižšie načrtnutých zaťažovacích diagramoch si ukážeme vplyvy jednotlivých faktorov na efektivitu rôznych typov vlákien v priemyselných podlahách a na vznik porúch. Konkrétne trhlín, ktoré môžu byť prejavom deformácie v betóne.
Snahou výrobcov betónu s vláknami má byť dosiahnutie vysokého napätia pri vzniku prvej trhliny (tzv. prvý maximálny bod priebehu závislosti) a následne aj vysoký priebeh naznačených závislostí. V diagramoch sa nachádzajú vždy v priebehu po prvej trhline. Ide o tzv. ťahovú oblasť pracovného diagramu betónu s vláknami. Inými slovami – čím väčšia je plocha pod krivkou priebehu „sila – deformácia/trhlina“, tým vyššia je aj schopnosť betónu s oceľovými vláknami (hovorovo nazývaného aj drátkobetón) absorbovať všetky sily a napätia pôsobiace na betónovú priemyselnú podlahu.
Zdroj: G. Vitt: Understanding Steel Fiber Reinforced Concrete: Dramix, 2011, N. V. Bekaert S. A.
Všetky charakteristiky a naznačené závislosti sú zakotvené v relevantných dokumentoch: slovenských, európskych a celkovo svetových normách a smerniciach, ktoré hovoria o vlastnostiach betónu vystužovanom oceľovými vláknami.
Obzvlášť dôležitý je faktor úrovne záťaže na priemyselnú podlahu: pri vyššom zaťažení je nutná vyššia kvalita, a teda je možné nižšie dávkovanie vlákien (25 – 35 kg/m3). Možné je aj vysoké dávkovanie (35 – 60 kg/m3) menej efektívnych vlákien. Žiaľ, takéto dávkovanie je často technologicky nespracovateľné. Pri nižšom zaťažení vyhovujú obvykle aj vlákna s nižšími charakteristikami.
Včera a dnes
Použitie oceľových vlákien bolo v minulosti možné najmä v štandardných priemyselných podlahách: v klasických doskách so zmrašťovacími škárami, v bezškárových doskách, v poteroch, v exteriérových doskách. Ak išlo o podlahy na pilótach, základové dosky viacpodlažných budov či betónové prvky s požiadavkou na limitovanú šírku trhliny menej ako 0,3 mm, bolo použitie vymedzené vysokým dávkovaním na trhu dostupných vlákien. Dôsledkom boli jednak technologické problémy pri samotnom dávkovaní, alebo, následne pri homogenizácii, teda rozptýlení, vláknovýstuže v týchto podlahách.
Aj preto sa v týchto prípadoch využívali skôr bežné riešenia – klasická výstuž + povrchový systém: vsyp alebo epoxidová vrstva.
Opodstatnenou sa stala požiadavka investorov a realizačných firiem zvýšiť kvalitatívne charakteristiky oceľových vlákien. Teda dosiahnuť vyššiu efektivitu betónu s oceľovými vláknami, určenú pre náročnejšie typy priemyselných podláh. Samozrejme, s predpokladom bezproblémovej technológie prípravy a výroby a s finálnou garanciou jeho mechanických vlastností.
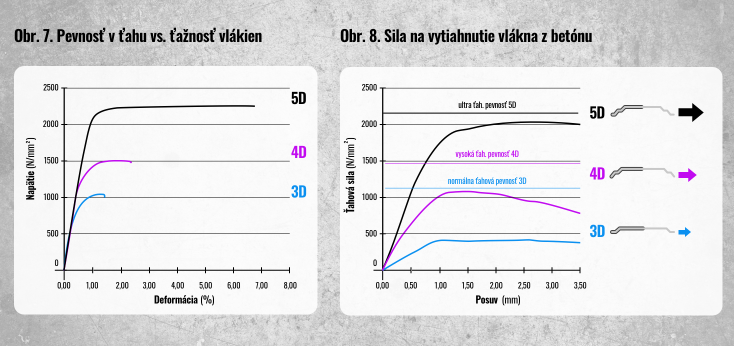
K štandardným 3D vláknam postupne pribudli 4D a 5D vlákna. Ich vlastnosti sa v súčasnosti pohybujú v rozsahu: dĺžka = 30 až 60 mm, priemer = 0,55 až 1,05 mm, pevnosť v ťahu vlákna = 1200 až 2300 MPa, tvar: ohnuté konce a iné.
Vďaka ich výrazne zlepšeným charakteristikám v porovnaní s 3D vláknami – pevnosť v ťahu vlákna, ťažnosť, tvar, sila na vytiahnutie vlákna z betónu, viď obrázky 7 a 8 – sa výrazne rozširuje rozsah možného použitia betónu s vláknami v oblasti priemyselných podláh, dokonca aj v určitých typoch nosných štrukturálnych prvkov.
Zdroj: NV Bekaert SA: Vystužujeme budúcnosť, Prospekt, 2012
Využitie v praxi
Vystužovanie betónu vláknami 4D a 5D už dovoľuje dosiahnuť efektivitu, ktorá bola ešte nedávno garantovaná len klasickou výstužou. V prípade priemyselných podláh ide aj o také typy realizácií, pri ktorých by bolo nutné technologicky už nezvládnuteľné dávkovanie bežnými 3D vláknami. Sú to najmä:
- dosky na betónových pilótach,
- podlahy bez akejkoľvek škáry – tzv. seamless podlahy,
- základové dosky pod ťažké regálové systémy s priťažením konštrukciou samotnej haly,
- exteriérové dosky s rozmermi dilatačných celkov nad 15 x 15 m.
Aj projekty zrealizované na Slovensku potvrdzujú pád mnohých mýtov o obmedzených možnostiach betónu s oceľovými vláknami. Betóny s rozptýlenou oceľovou výstužou 4D, 5D sa popri štandardných podlahách aplikujú aj v:
- nosných základových doskách občianskych a priemyselných budov;
- základových prvkoch pre tlačiarenské stroje a iné technologické linky;
- v prvkoch s limitovanou šírkou trhliny 0,1 až 0,2 mm;
- nosných základových doskách rodinných domov – bez základových pásov – na izolačnej vrstve.
Oceľové vlákna s vyššími parametrami zabezpečujú optimálne podmienky únosnosti, ale aj zvýšenú životnosť a výhodnejšiu ekonomiku finálneho produktu – priemyselných podláh. Skúšobné preverovanie technických a ekonomických možností, praktické skúsenosti i výrazný posun v oblasti tvorby noriem pre dimenzovanie, technológiu a skúšanie betónov s oceľovými vláknami vytvorili zároveň seriózne základy pre ďalší rozvoj a nové aplikácie realizované touto technológiou.
Píšeme o priemyselných podlahách odborne a zrozumiteľne.
